
This was a brake bell project for a UK performance braking customer.
Sometimes it’s also called brake disc hat, or bell housing depending on the system.
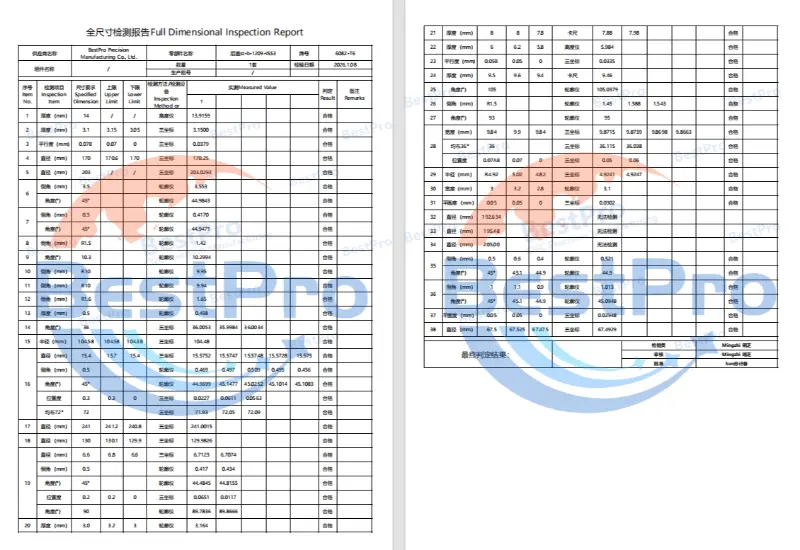
Material was 6082-T6 forged aluminum.
Nothing special at first glance, but the tricky part came from how the drawing was defined.

The drawing didn’t give “machined dimensions”.
It gave final dimensions after hard anodizing.
So we couldn’t just machine to size and send it out.
We had to think backwards — basically estimate how much the anodizing would grow, then adjust all machining dimensions before we even started cutting.
On top of that, the coating thickness had to stay very consistent. Not just average value, but part-to-part stability.
We started from forged 6082 blanks.
Then CNC machining for all functional faces.
We didn’t rush into mass production — first step was just getting the geometry stable.
At some point we also checked how it behaves under heat, since the customer mentioned working temperature around 150°C.
Every batch had records. Not fancy system, just practical tracking:
We also kept material reports for the forged stock, since customer did their own tensile testing at early stage.
First production batch was delivered after sample approval.
Fitment was fine after anodizing, no surprise deviation during assembly, which was the main concern from customer side.
NotesThis kind of brake bell part looks simple, but once tolerances are defined after surface treatment, everything becomes a chain problem — forging, machining, coating all affect each other.
 Precision Manufacturing Co., Ltd.")

















